Фанера березовая хвойная: производитель и инновации?
2026-02-06
Когда слышишь ?берёзовая хвойная фанера?, многие сразу думают о противоречии: как это хвойная и берёзовая одновременно? На деле же речь о комбинированной конструкции, где наружные слои — берёзовый шпон, а внутренние — из хвойных пород. Вот в этой гибридности и кроется вся суть для производителя: баланс между стоимостью сырья и требуемыми физико-механическими свойствами. Именно здесь многие, особенно новички на рынке, ошибаются, пытаясь либо удешевить продукт за счёт толщины внутренних слоёв, либо переплатить за избыточную прочность. Реальный же фокус — в адгезии и стабильности плиты. В этой заметке я исхожу из практики работы с такими материалами, включая опыт поставок от конкретных производителей, и попробую разобрать, где в этом сегменте сегодня есть место для инноваций, а где — лишь маркетинговый шум.
Что на самом деле скрывается за термином ?берёзовая хвойная фанера??
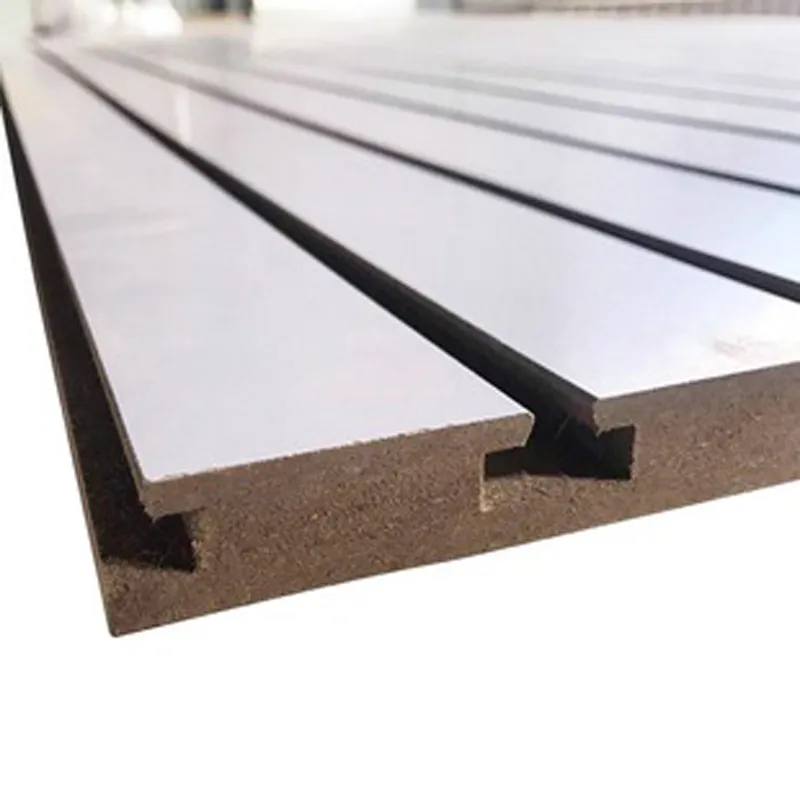
Если отбросить формальные определения, то ключевое здесь — слоистая структура. Берёзовый шпон снаружи даёт плотную, износостойкую поверхность, отлично подходящую для последующего ламинирования или окраски. Внутренние же слои из сосны или ели — это, по сути, наполнитель, который снижает общий вес и, что критично, себестоимость. Но не всё так просто. Главная техническая сложность, с которой сталкиваешься на производстве, — разная плотность и гигроскопичность древесины. Берёза ?работает? иначе, чем сосна. Если неверно подобрать режим прессования или состав клея, плиту может повести, или появятся расслоения на стыке слоёв. Я сам видел партии, где экономия на производителе клеевой системы привела к тому, что фанера для опалубки начала расслаиваться уже после третьего цикла использования. Клиент, естественно, вернул весь объём.
Поэтому, когда видишь в спецификациях заявленные высокие показатели по водостойкости или прочности на изгиб, всегда задаёшься вопросом: а в каких условиях это тестировалось? Наш опыт показывает, что многие российские комбинаты, особенно в регионах с доступной берёзой, делают упор именно на наружные слои, иногда в ущерб качеству сердцевины. А ведь именно внутренние слои из хвойных пород часто становятся слабым звеном при динамических нагрузках — например, в транспортном машиностроении или при изготовлении многоразовой опалубки. Тут нельзя просто взять и смешать породы; нужна точная калибровка шпона по влажности и тщательный контроль каждого этапа склейки.
Кстати, о сырье. Идеальная берёза для наружных слоёв — это не просто любая берёза. Нужна древесина без сучков, с минимальной свилеватостью, заготовленная в определённый сезон. С хвойными породами чуть проще, но и там есть нюансы: смолистость сосны может мешать адгезии, если клей подобран неправильно. Мы как-то работали с партией от одного уральского комбината — внешне плиты были безупречны, но при фрезеровке кромки начинала выходить смола, которая потом мешала покраске. Пришлось на ходу менять технологическую цепочку, добавлять дополнительную грунтовку. Вот такие ?мелочи? и определяют, будет ли продукт работать на рынке или останется лежать на складе.
Производители и их реальные возможности: между традициями и новыми вызовами
Рынок берёзовой хвойной фанеры в России довольно консервативен. Основные мощности исторически сосредоточены в регионах с развитой лесозаготовкой — Архангельская область, Кировская область, Пермский край. Эти предприятия часто работают на оборудовании ещё советских времён, что, с одной стороны, гарантирует определённую стабильность технологии, а с другой — ограничивает возможности для модернизации и выхода на премиальные сегменты. Их сила — в отработанных процессах и понимании местного сырья. Слабость — в негибкости и иногда в недостаточном контроле за тем самым ?гибридным? стыком пород.
Однако в последние годы появились и новые игроки, часто с иностранными инвестициями или ориентированные на экспорт. Они приносят другой подход: более жёсткий входной контроль сырья, автоматизацию процессов склейки, внедрение европейских стандартов контроля качества. Но и тут есть подводные камни. Например, попытка слепо скопировать европейскую рецептуру клея для российского сырья может провалиться из-за другой средней влажности древесины. Помню историю с одним заводом в Ленинградской области, который запустил линию с итальянским прессом. Оборудование — суперсовременное, но сырьё закупали локальное. В первый же месяц получили высокий процент брака из-за того, что алгоритмы прессования не были адаптированы под колебания плотности нашей сосны. Пришлось месяцами ?обучать? систему, теряя и время, и деньги.
В этом контексте интересно выглядит позиция компаний, которые изначально заточены под экспорт в Азию, например, в Китай. Они вынуждены балансировать между требованиями зарубежного рынка (где, кстати, очень ценят именно стабильность геометрических параметров) и российской сырьевой базой. Вот, к примеру, ООО Сюйчжоу Хуалинь Лесная Промышленность (их сайт — https://www.xzhlwood.ru). Компания заявляет о специализации на производстве фанеры, включая шпонированные плиты, ламинированные OSB и МДФ. Для меня это показатель определённой гибкости: работая на стыке рынков, такой производитель не может позволить себе узкую специализацию. Он должен уметь работать и с берёзой, и с хвойными породами, и с композитами. Скорее всего, их берёзовая хвойная фанера — это продукт, оптимизированный под логистику и запросы конкретных регионов сбыта, где важна не абсолютная эксклюзивность, а стабильное качество по конкурентной цене. Это практичный, рыночный подход.
Где искать инновации? Не там, где кричат громче всего
Слово ?инновации? в нашем секторе часто сводится к двум вещам: новым клеевым составам и методам обработки поверхности. И это правильно. Самые значимые прорывы последних лет связаны именно с экологичностью и повышением эксплуатационных свойств. Например, переход на клеи с пониженным содержанием формальдегида или вообще на бесформальдегидные составы (на основе полиуретана или соевого белка) — это не просто ?зелёный? тренд. Это прямой ответ на ужесточающиеся требования регламентов, например, CARB в США или Е1/Е0 в Европе. Внедрение таких клеев для берёзовой хвойной фанеры — это технически сложная задача, ведь нужно сохранить водостойкость и прочность, присущие традиционным фенолформальдегидным смолам.
Один из самых интересных практических кейсов, с которым я сталкивался, — это попытка использовать модифицированные клеи для повышения огнестойкости плиты. Казалось бы, зачем фанере огнестойкость? Но для отделки общественных пространств, вагонов метро, морских контейнеров — это критичный параметр. Мы тестировали образцы от одного научно-производственного объединения, которые добавляли в клеевой состав специальные антипирены. Результат был неоднозначным: класс огнестойкости действительно повысился, но при этом на 15% упала прочность на расслоение после циклов ?влажность-сухость?. Для наружного применения такой компромисс был неприемлем. Инновация не сработала на все 100%, но сам опыт бесценен — он чётко обозначил границы применимости технологии.
Другое перспективное направление — это не сами плиты, а их финишная обработка. Инновации здесь тихие, но эффективные. Например, нанесение грунтовочного слоя с УФ-фильтром прямо на стадии производства, что резко увеличивает стойкость поверхности к выцветанию под солнцем. Или прецизионная шлифовка, которая позволяет использовать фанеру в мебельном производстве без дополнительной обработки. Это та самая ?невидимая? инновация, которая добавляет продукту ценности и позволяет производителю уйти от конкуренции исключительно по цене. Для комбинированной фанеры это особенно актуально, так как её часто выбирают именно как более дешёвую альтернативу цельноберёзовой.
Провалы и уроки: когда теория расходится с цехом
Говорить об успехах легко, но больше всего учат именно неудачи. Одна из самых ярких в моей практике связана как раз с попыткой внедрить ?революционную? сушку шпона для внутренних хвойных слоёв. Технолог из одного НИИ убедил руководство завода, что использование СВЧ-сушки вместо традиционной барабанной не только ускорит процесс, но и сделает структуру древесины более стабильной. Вложились в дорогостоящее оборудование. На пробных партиях всё выглядело отлично: влажность выравнивалась идеально. Но когда перешли на промышленные объёмы, начались кошмарные расслоения в готовой плите. Оказалось, что при СВЧ-сушке в толще соснового шпона создавались микроскопические внутренние напряжения, которые позже, при склейке и прессовании, высвобождались, нарушая адгезию. Проект свернули, оборудование продали с огромным дисконтом. Урок: любое изменение в традиционной для фанеры технологии нужно тестировать в масштабах, максимально приближенных к реальным, и не на одном параметре, а на всей цепочке свойств конечного продукта.
Другой частый провал — это недооценка логистики и хранения. Берёзовая хвойная фанера, особенно ламинированная, очень чувствительна к перепадам температуры и влажности при транспортировке. Был контракт на поставку в Казахстан. Плиты были произведены безупречно, упакованы. Но перевозчик, экономя, вез фуру без тента через регион с резко континентальным климатом. Днём — жара, ночью — холод. В результате на части листов появился ?гребешок? — волна на поверхности из-за разного коэффициента расширения слоёв. Клиент отказался принимать груз. С тех пор в контракты мы всегда включаем жёсткие условия по транспортировке и несём ответственность за выбор перевозчика. Инновации в производстве могут быть сведены на нет банальной халатностью на последней миле.
И, конечно, человеческий фактор. На одном из современных заводов с ЧПУ внедрили систему автоматического нанесения клея. Точность — до грамма. Но оператор, привыкший к старой системе визуального контроля, отключил датчик контроля давления в клеенаносной головке, решив, что он ?глючит?. В итоге несколько смен работали с неравномерным нанесением. Брак обнаружили только на этапе шлифовки, когда было уже поздно. История закончилась переобучением всего персонала и внедрением аппаратной блокировки, не позволяющей отключать критические датчики. Вывод: любые инновации на производстве должны сопровождаться не менее инновационным подходом к управлению персоналом и его вовлечённостью.
Взгляд вперёд: что будет двигать рынок завтра?
Если отбросить футуристические прогнозы, то ближайшее будущее берёзовой хвойной фанеры я связываю с тремя вполне осязаемыми трендами. Первый — это углублённая сегментация. Уже недостаточно производить просто ?фанеру для строительства?. Будет расти спрос на специализированные продукты: с повышенной влагостойкостью для регионов с влажным климатом, с улучшенными акустическими свойствами для отделки, с заданными декоративными характеристиками (например, под конкретную породу дерева в шпоне) для мебели. Это потребует от производителя гибкости линий и умения работать с малыми сериями.
Второй тренд — цифровизация контроля качества. Внедрение систем компьютерного зрения для автоматического обнаружения дефектов шпона (сучки, изменение цвета) ещё на этапе поступления сырья. Или датчики в прессе, в реальном времени отслеживающие распределение температуры и давления по площади плиты. Это не просто ?для галочки?, а инструмент, который позволит минимизировать человеческий фактор и гарантировать стабильность каждой партии. Для комбинированной фанеры, где важен каждый слой, это особенно важно.
И наконец, третий — устойчивое развитие. Речь не только об экологии клеев, но и о прослеживаемости цепочек поставок сырья. Крупные заказчики, особенно из ЕС, всё чаще требуют сертификаты FSC или PEFC, подтверждающие, что древесина заготовлена легально и из ответственно управляемых лесов. Для российских производителей, включая такие компании, как ООО Сюйчжоу Хуалинь Лесная Промышленность, это и вызов, и возможность. Вызов — в необходимости выстраивать прозрачные и документированные цепочки. Возможность — в выходе на более требовательные и платёжеспособные рынки. Тот, кто сможет совместить традиционное понимание материала с этими новыми правилами игры, и будет определять лицо отрасли в ближайшие годы. Всё остальное — просто технологические детали, которые, в конечном счёте, служат этой цели.